
|
By Scott ZimmermanCBS/Fender Musical Instruments - Team leader in the Woodshop and Senior Luthier (1977-1984)
Charvel Jackson Guitars - Factory Supervisor (1984-1986) Charvel Japan - Project Engineer and Supervisor (1986-1990) Fujigen Musical Instruments - Master Builder and Quality Control Engineer (1990-2001) Desert Rose Banjos - Founder (2001 to Present) |
HOW A GUITAR IS MADE v 2.0
You can find endless videos on YouTube, from every factory about how their guitars are made. However, there are many details and processes involved that often go unexplained. This lack of information has given rise to misleading myths and lies on Google. Therefore, let's try to delve into the topic and clarify how a guitar is made 2.0.
Anyone involved in any form of craftsmanship, whether in the smallest shop or the largest corporation on earth, from making cars to crafting clocks or guitars, is already familiar with these standard business practices (Business 1a). So, it's important to keep in mind some important information.
Understanding the facts surrounding guitar manufacturing and dispelling misconceptions perpetuated by uninformed sources explain why claims of significant leftover parts in Fender's history are inaccurate.
Anyone involved in any form of craftsmanship, whether in the smallest shop or the largest corporation on earth, from making cars to crafting clocks or guitars, is already familiar with these standard business practices (Business 1a). So, it's important to keep in mind some important information.
Understanding the facts surrounding guitar manufacturing and dispelling misconceptions perpetuated by uninformed sources explain why claims of significant leftover parts in Fender's history are inaccurate.
BILL OF MATERIALS
We will start at the beginning. Imagine you have a new guitar in development. After the final design is determined and approved, whether you're a one-person shop or part of a company, it’s time to build it for sale to customers.
|
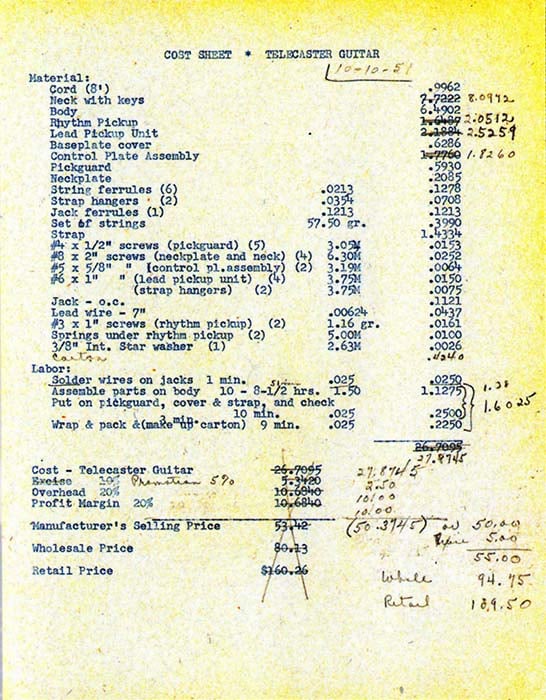
Two key steps unfold: first, the acquisition or construction of all necessary machines and tooling required to put the guitar into production, and second, all the data for every single part and component on the guitar is listed and detailed. This includes the part name, quantity required for one guitar, details like color or plating color, type and color of finish, and every conceivable detail about every part, screw, and washer. Most importantly, the cost of each part and the supplier's name are recorded. In the realm of business, this comprehensive documentation is commonly known as the Bill of Materials, a fundamental aspect for every manufacturer producing anything on Earth.
This document serves two primary purposes. First it outlines in detail the exact cost of the parts required to manufacture the guitar, along with the respective suppliers, allowing the maker to determine the exact retail and wholesale price necessary to insure the guitar makes profit for the company. This is the business end of the bill of materials. |
|
PRODUCTION SCHEDULE
Now, onto the manufacturing process. Each month, a maker adds instruments to its production schedule. This list is then handed over to the Purchasing Department or Purchasing Manager. Their responsibility is to either procure all the required parts from external suppliers for the guitars scheduled that month or coordinate with department managers within the company to schedule the production of these parts, using the bill of materials as a Bible.
For instance, he places orders for two end pins, two end pin screws, and two end pin washers per guitar. Additionally, he orders a set of tuning machines, one pickguard, and eleven pickguard screws, etc. Internally, he requests one neck and one body, notifying the paint department of the upcoming workload and prompting them to order the necessary paint. The wood shop manager receives the same information, allowing him to place orders for body and neck wood, fret wire, etc. based totally on the orders he has received.
This approach is not just a preference but an absolute necessity for a company's survival. If you don’t have enough parts to complete all the instruments ordered you lose a sale and make a customer angry. At the same time, you can’t have extra parts sitting around because that cost money. Particularly with assets like necks and bodies, the risk of damage, dents, and warping further underscores the importance of precise inventory control. For both small and large companies, this isn't just a matter of preference – it's a matter of survival.
For instance, he places orders for two end pins, two end pin screws, and two end pin washers per guitar. Additionally, he orders a set of tuning machines, one pickguard, and eleven pickguard screws, etc. Internally, he requests one neck and one body, notifying the paint department of the upcoming workload and prompting them to order the necessary paint. The wood shop manager receives the same information, allowing him to place orders for body and neck wood, fret wire, etc. based totally on the orders he has received.
This approach is not just a preference but an absolute necessity for a company's survival. If you don’t have enough parts to complete all the instruments ordered you lose a sale and make a customer angry. At the same time, you can’t have extra parts sitting around because that cost money. Particularly with assets like necks and bodies, the risk of damage, dents, and warping further underscores the importance of precise inventory control. For both small and large companies, this isn't just a matter of preference – it's a matter of survival.
When I was factory supervisor at Charvel Jackson guitars, producing around five guitars a day, our survival hinged on the company's meticulous financial management. Every dollar was important, and unnecessary expenses was not an option.
|
At CBS/Fender, we manufactured over three hundred guitars a day and the monthly the outlay in cash for parts and materials was probably close to a million dollars a month, but CBS watched the money like an eagle. CBS accountants meticulously monitored every dollar spent. Absolutely no speculation was allowed, the money going out every month was compared to the order sheets and it had to match. We were totally inventoried twice a year and there was hell to pay if some parts appeared in the inventory twice.
|

|
And just to cover all aspects, in Japan where the legendary Fender Japan guitars are made, they have the world famous Just in Time business system (JIT). According to this system, they watch the money in micro-management, ensuring that parts supplied by outside suppliers are delivered the day before they are needed or at least never stockpiled uselessly. This approach ensures that no money sits in their own warehouse, contributing to an efficient and cost-effective production process.
THE SAHARA TAUPE 4-BOLT STRATOCASTER
And let’s finish by showing how this situation was delt with in the real world. In manufacturing, unexpected issues can arise.
There is a particular guitar that often stirs discussion when one shows up. Between 1979 and 1982, Fender produced a series of instruments finished in the International color series. These guitars were just regular strats: large head, bullet adjust, three-bolt neck.
There is a particular guitar that often stirs discussion when one shows up. Between 1979 and 1982, Fender produced a series of instruments finished in the International color series. These guitars were just regular strats: large head, bullet adjust, three-bolt neck.
|
However, in Europe at one point an intriguing anomaly surfaced at one point: a Sahara Taupe (one of the International Color) Stratocaster with large head, four-bolt neck and no bullet truss-rod showed up in one order only, either JHS or Arbiter distribution.
The explanation is simple: with the huge body paint problems the 25th Anniversary Stratocasters were having, some bodies were undergoing repainting, reworking, or being scrapped. Meanwhile, perfectly good necks were sitting there gathering dust, waiting for the matching bodies to be repaired, repainted, or replaced—essentially money sitting there doing nothing. Whether it was a decision by Fender management or an order from CBS, those perfectly good necks were strategically turned into profit: they were sold on new bodies, integrated into an existing model (the Sahara Taupe guitars), and supplied to a key distributor. When the Anniversary bodies were eventually fixed or replaced, new necks were produced, resulting in a win-win situation. |

|
There were also other Sahara Taupe Stratocasters with a large headstock and a 4-bolt neck plate. However, these guitars had regular necks with bullet truss rod, but their bodies were initially crafted for the 25th Anniversary model. Later, they were repainted and sold as part of the International Color Series guitars.
And, again, no mythological spare parts existed.
And, again, no mythological spare parts existed.
